トップページ
企業情報
事業内容
採用情報
企業の社会的責任
ニュース
よくある質問
お問い合わせ
ENG
|
JPN
光学レンズ加工フロー
それぞれの工程が完璧にかみあってこそ、
光の束を制御することができます
光学レンズの製作には、材料調達から加工・組立・検査まで、全ての工程にわたって非常に高い経験と精度が要求されます。私たちは、自社の技術に誇りを持ち、全社員一丸となって品質の維持・向上に努めております。
STEP1️⃣
材料
材料メーカーより購入します。
STEP2️⃣
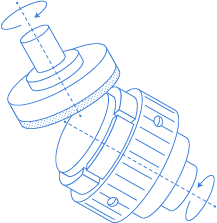
荒摺り
レンズ加工で最初となる荒加工。おおまかな曲面形状をつくる。
ガラス材料を回転させながら、カップホイールと呼ばれる、回転工具を曲率半径に応じた角度に傾けた状態で、ガラス材料に当てて削ります。摩擦による熱を抑える溶剤をレンズに当てながら加工していきます。
STEP3️⃣
研削
機械を使ってレンズの厚さ、表面の粗さを整えます。荒摺りの完成時より透明度の高い外観に仕上げます。
摩擦による熱を抑える溶剤をレンズに当てながら加工していきます。
研削非球面(球面形状ではない曲面)レンズの場合には、X, Y, Z, B, Cの5軸による数値制御加工を行います。
STEP4️⃣
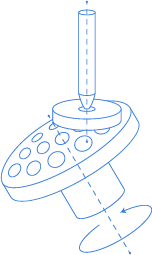
研磨
レンズ表面を磨いてツヤを出し、曲率精度、真球度、外観を要求されている精度に仕上げる。
ウレタン樹脂、研磨剤を使用してレンズを磨くが、ガラスの種類や光学レンズ形状により使い分ける。研磨機の種類には大きく分けると、「オスカー」「斜軸」「球芯」の3種類がある。
曲率精度の確認
➡ニュートン本数確認と呼ばれる。製品となるレンズとは凹凸反対の曲率をもつニュートン原器をあてると、虹色のリングが見える。このリングが指定本数以内に入っているかどうかを確認する。
真球度の確認
➡非接触でレンズ表面の凹凸を測る、干渉計とよばれる測定機を使う。レンズの表面にレーザーを照射し、測定する。
STEP5️⃣
芯取り
光がとおる中心(光軸)をまっすぐにした状態で、レンズの外周を削る。
1️⃣レンズを挟み込むホルダーを旋盤で削って製作。
2️⃣そのホルダーを、芯取機と呼ばれる専用の機械(いわゆる円筒研削盤)に取り付け、所定の形、大きさまでレンズ外周を削る。
3️⃣レンズ外周を削った後の測定の3つに分けられる。
STEP6️⃣
洗浄
レンズ表面の汚れや加工液を除去する。
コーティングなどの後工程で求められる清浄度にする。光学ガラスは一般的なガラスとは異なり、水に弱いもの、酸に弱い物、アルカリに弱い物まで様々です。光学ガラスの種類に応じた洗浄方法を探ってきめていきます。
STEP7️⃣
蒸着(コート)
光がよりレンズを通り抜けるように、反射防止膜をレンズ表面にコーティングする。
コーティングすることによって、レンズ表面での光の反射を抑えると共に、レンズ表面の保護の役目を果たす。
STEP8️⃣
接合
色にじみ(色収差)を減らすために、色にじみの出方の異なる光学レンズ2枚以上を、接着剤で貼り付けます。
光学レンズを通った光の曲がり方は、光の色(波長)に応じて異なります。これによって引き起こされるのが、色収差です。
1枚のレンズには必ず色収差が存在します。色収差を減らすために、光の曲がり方が逆となる光学レンズを追加で1枚、または2枚を貼り合わせます。
この貼り合わせ作業が接合工程です。
作業は、
1️⃣貼り合わせるレンズに埃が付着してないことを確認する。
2️⃣レンズの中央に紫外線で固まる接着剤を数滴落とす。
3️⃣その上に接合するレンズを重ねて、気泡および余分な接着剤を押し出す。
4️⃣その後、紫外線を当てて接着剤を固める。
STEP9️⃣
塗り
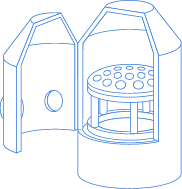
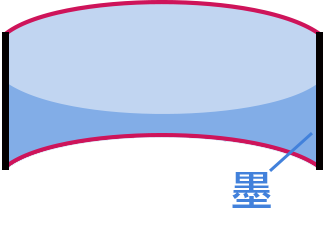
光学レンズの縁(コバと呼ぶ)を黒く塗る工程を、墨塗り工程と呼びます。
強い光がレンズ周縁に反射して発生する迷光によって引き起こされるフレアやゴーストを防止するために行います。
作業は、回転台の上に光学レンズを載せ、光学レンズを回転させながら、専用の墨をつけた筆を使って塗り上げていきます。
まずは、お気軽にご相談ください!
企業情報
+
経営理念
会社概要
沿革
受賞履歴
メディア掲載
代表挨拶
参加団体
事業内容
+
製品
レンズ
光学ユニット
事業について
対応分野
保有設備
光学レンズ加工フロー
光学の基礎
採用情報
+
職種紹介
先輩からのコメント
教育内容
データで見る三共光学
仕事の流れ
求人情報
企業の社会的責任
ニュース
よくある質問
お問合せ
2018 ©SANKYO KOGAKU KOGYO Co.,Ltd.















 光学レンズの縁(コバと呼ぶ)を黒く塗る工程を、墨塗り工程と呼びます。
強い光がレンズ周縁に反射して発生する迷光によって引き起こされるフレアやゴーストを防止するために行います。
光学レンズの縁(コバと呼ぶ)を黒く塗る工程を、墨塗り工程と呼びます。
強い光がレンズ周縁に反射して発生する迷光によって引き起こされるフレアやゴーストを防止するために行います。